Quality Part 1
Quality – What does it really mean to you, your organization and your customers?
|
By Ian Nicholls with Robert Burke and Patrick Lucansky

Overcoming the misconceptions introduced earlier (in part one), and creating a positive environment, requires a formal structure of management organization, education, communication and training. This structure is supplied by a Quality Management System, such as the ISO 9001:2000 series, which is both a philosophy and a practical working method for companies committed to survival and growth. It begins from the premise that focused management action can lead to improved quality of work and organization, which in turn leads to distinctive quality at a competitive cost.
Quality issues are all about people issues. The issues found in any workplace will revolve around how the business deals with organization, documentation, communication, education and training, and measurement and how they are effectively implemented to create a quality culture. It is not a quick or easy task to change attitudes and win people over to the benefits of new ways of working. Changing attitudes and winning over hearts and minds takes time. Cost Versus Quality Case StudiesBelow are three case studies. These may be used in discussion sessions to train employees. Ask them to identify the issues present in each example and to suggest improvements to prevent the problems from happening again.
Case study No 1: A Restaurant Some friends recently wanted to see a show at a local theater. Four tickets were booked to see the performance beginning at 7:30 pm. They decided to travel from work to a restaurant and dine before the show. A table was reserved at the restaurant for 6:15 pm and the restaurant was made aware, at the time of booking that the party had to leave by 7:15 pm in order to reach the theater on time. The four duly arrived and were shown to their table. Again they made it known, to the Maitre d’ that they had to leave by 7:15 pm. Drinks were served, followed immediately by the starter. By 7:10 pm, despite repeated protestations, the starter plates had not been cleared. They left, annoyed, without paying a penny for the drinks and food that they had received up to the point of their departure, amid profuse apologies from the restaurant manager. What went wrong? The restaurant itself was elegant, the food was delightful and well presented (what little they saw of it), the staff were smartly dressed and courteous in manner but our friends went away disappointed. Their expectations had not been fulfilled. The restaurant had contracted to deliver to its customers, at its usual standard of wholesomeness and presentation, a meal for four within one hour and therefore failed in its obligation. Was it a communications breakdown? Had someone out front forgotten to tell the chef that on this particular evening that this particular party, at this particular table, was in a rush? Had the chef, in his eagerness to please, split the main course and had to start again? What is the cost of this service failure to the restaurant? Case Study No 2: A Food Manufacturer A food manufacturing company has a warehouse, the layout of which is represented diagrammatically in Figure 6. Areas 1 and 2 are yellow painted squares on the floor of the warehouse and areas 3 and 4 are refrigeration units (RU’s). The company had a problem concerning mushrooms which were an ingredient in a number of the products manufactured. The mushrooms were often past their expiry date when they came to be used and, therefore, had to be scrapped. This waste was costing the company a considerable sum of money, so the company devised a control mechanism to eliminate the problem. It worked like this: 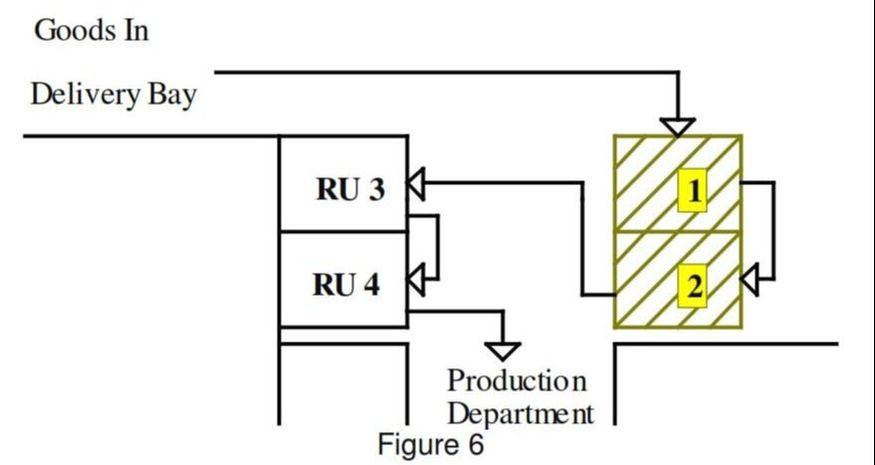
The arrows on the diagram represent the movement of mushrooms.
Simple, right? This stock control/rotation procedure was devised to prevent mushrooms from passing their expiry date before being used and, therefore, to save money; but it did not! On an evening tour of the facility, we asked the warehouse manager if we could inspect one of the refrigeration units. We opened the door on RU 3 and found it stacked, from floor to ceiling, with mushrooms.
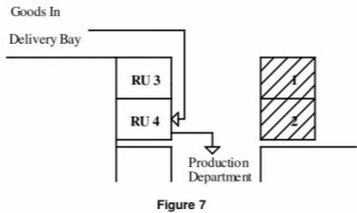
The manager explained that the mushrooms in question were in the wrong place. What had happened was that the mushrooms from RU 4 had been removed earlier in the day by the production personnel and, according to plan, the warehouse workers had moved the mushrooms from RU 3 to RU and then left the warehouse for their morning break. Meanwhile the mushroom man had arrived and put the new mushrooms into the empty RU 3 since RU 4 and yellow spaces 1 and 2 were full. The new mushrooms had jumped the queue. If the error had gone unnoticed, the mushrooms in space 1 would again have been out of date at the point of use. We asked the warehouse manager how often the mushroom man delivered. "Every day." was the reply. "Why?" We asked. "Because we must have fresh mushrooms!" said the warehouse manager. Each area held a one day stock of mushrooms which meant that by the time the mushrooms were used they were at least four days old and bordering on expiration. To solve the material spoilage and excess inventory issue we only need to resolve the level of stock holding. Without being too sophisticated, a much simpler control system could be envisaged. The production department draws its daily requirement of mushrooms from stock in RU 4 and leaves it empty. The mushroom man arrives and puts the next day’s mushrooms into the empty RU (See Figure 7). This leaves RU 3 empty (possible for spare capacity) and yellow spaces 1 and 2 free for other needs. A further benefit to the company will be less capital tied up in inventory and faster inventory turns beyond the obvious reduction in spoilage and confusion.
|
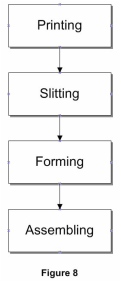
Case Study No 3: A Metal-Can Manufacturer
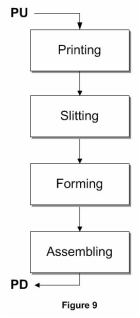
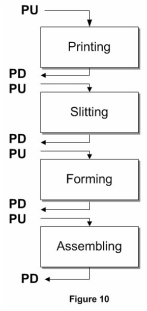
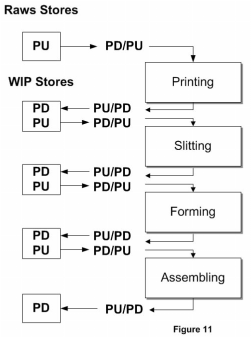
When eventually it is picked-up and put through stage two, it is put-down at the end and left until it is picked-up again and moved to a store to be put-down and left to continue the process of growing older. This is continued through the process and is shown in Figure 11.
If we add PU/PD’s at the start and the end of the process, there are now 12 PU/PD’s. One might argue that this is not the best method of handling material through the process. A survey at the company identified that they actually had 127 PU/PD’s through their simple four stage process! And that was on a good day. If any material was reworked, the extra processing increased the PU/PD’s to 217!! The metal sheets were moved around in palette loads weighing several hundred kilos each so the company, necessarily, employed an army of forklift trucks and truck drivers. There were stores and storage areas everywhere, in fact, the company found themselves increasingly restricted for space. There was a further army of quality checkers since, after printing, the material was susceptible to damage and, if damaged, required reworking. Consequently, there was a further army of stock controllers employed to count and recount the stock. Inevitably, there was an army of progress chasers trying to find the stock and get it picked-up and moved to be put-down ready for the next stage of its process. The workplace was in chaos. The actual process stages only lasted a few seconds each (with a cumulative time of about 2 minutes) but the company worked on an order lead time of four weeks. If it really took under two minutes to process a can, where did the other 3 weeks, 6 days, 23 hours and 58 minutes go to? This was time wasted by the materials lying around in stores, growing old or being in transit. Quality Part 2 |